
量子效率测试仪
PL/EL一体机
Sinton硅片少子寿命测试仪
Sinton硅块少子寿命测试仪
绒面反射率测试仪
3D共聚焦显微镜
在线SiN膜厚测试仪
在线反射率测试仪
在线四探针方阻测试仪
全自动扫描四探针方阻测试仪
在线薄膜厚度测试仪
晶化率测试仪
Horiba显微共焦拉曼光谱仪
傅里叶红外光谱仪
霍尔效应测试仪
分光光度计
全光谱椭偏仪
Horiba椭圆偏振光谱仪
TLM接触电阻率测试仪
超景深显微镜
网版智能影像测量仪
全自动影像测量仪
卧式拉力机
电池片稳态光衰老化试验箱
电池片紫外老化试验箱
电池片拉脱力综合测试仪
外观检验台
湿漏电测试系统
组件实验室EL测试仪
紫外老化试验箱
稳态光衰老化试验箱
电流连续性监测系统
PID测试系统
旁路二极管测试系统
LeTID测试系统
反向电流过载系统
脉冲电压测试系统
绝缘耐压测试仪
接地连续性测试仪
绝缘耐压接地测试仪
湿热环境试验箱
湿冻环境试验箱
热循环试验箱
动态机械载荷测试机
静态机械载荷测试机
冰雹冲击试验机
引出端强度试验机
霰弹冲击试验机
抗划伤(切割)测试机
剥离试验机
万能材料试验机(单臂)
万能材料试验机(双臂)
光伏玻璃透过率测试仪
醋酸测试试验箱
交联度测试系统
二极管接线盒综合测试仪
落球冲击试验机
半自动四探针
全自动探针式台阶仪
多通道太阳能MPPT系统
Horiba稳瞬态荧光光谱仪
大面积钙钛矿方阻椭偏二合一测试仪
大面积钙钛矿影像显微二合一监测站
钙钛矿P1激光划线测试仪
钙钛矿在线PL测试仪
钙钛矿在线方阻测试仪
钙钛矿在线膜厚测试仪
钙钛矿工艺检测工作站
便携式EL测试仪
手持热成像测试仪
户外组件多通道测试系统
光伏逆变器电能质量测试仪
无人机EL检测仪
光热真空老化试验箱
IV测试仪
IVEL分选机
BC电池组件封装损失研究:光伏玻璃透光率对CTM的影响
日期:2024-11-15浏览量:3620
光伏组件输出功率与电池片功率总和的百分比(CTM)是衡量组件封装功率损失程度的重要参数。高效电池如PERC、TOPCon、HJT和XBC电池的推广应用,使得新型封装材料与工艺成为研究重点。美能光伏玻璃透射率测试仪是光伏玻璃性能检测的利器,具有高精度的测量准确性、测量稳定性,能够测量样品的透射率。

封装损失分析

不同电池组件的 CTM 影响因素
提升电池组件CTM的技术包括高透光率玻璃和胶膜、高反射率背板、圆形或异形焊带、多主栅MBB互连、间隙贴膜、负间距互连、0间距互连以及叠瓦工艺等。
CTM影响因素分为设计损失、光学增益、光学损失和电学损失四个部分。
CTM影响因素分析和比较

双面电池组件 CTM 影响因素
CTM是衡量组件封装功率损失程度的重要参数,其值越高表示组件封装功率损失越低。
双面电池组件的CTM受到多种因素的影响,包括设计、光学增益和损失、电学损失等。通过改进设计、选择高透光率材料、优化焊带和细栅线布局、提高电池片和电池串的匹配度等措施,可以有效提升组件的CTM值。

BC 电池组件 CTM 影响因素
BC电池组件的CTM受到设计、光学增益和损失、电学损失等因素的影响。与双面电池组件相比,BC电池组件缺少了正面焊带和细栅线的光散射增益,这要求在封装材料和工艺上进行特别的考虑,以弥补光学增益的缺失并降低封装损失。通过优化封装材料、提高电池片和电池串的匹配度、减少电阻损失等措施,可以有效提升BC电池组件的CTM值。
BC电池组件封装损失
玻璃的影响

不同 ARC 玻璃的对比
使用双层高透ARC镀膜玻璃可以显著提高光伏组件的透光率、组件功率和CTM,从而降低封装损失,提高组件的整体性能。
双层无色ARC镀膜玻璃虽然透光率略低于双层高透ARC镀膜玻璃,但其CTM仍然高于单层ARC玻璃,表明其在提高组件性能方面也具有一定的优势。
单层ARC玻璃在透光率、组件功率和CTM方面表现最差,封装损失最大。
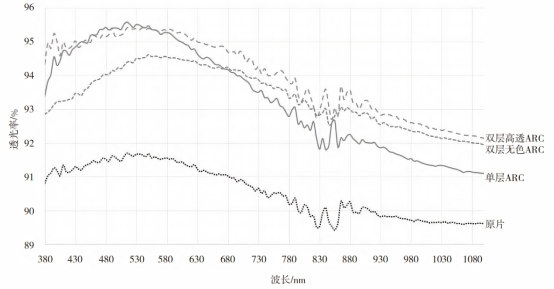
光伏玻璃透光率曲线
三种玻璃的透光率随着波长的增加先降低后增加,这与玻璃对不同波长光的透过能力有关。
在380nm到480nm的波长范围内,双层高透ARC玻璃的透光率略低于双层无色ARC玻璃,但仍然高于单层ARC玻璃。
在480nm到780nm的波长范围内,双层高透ARC玻璃的透光率逐渐增加,并在该范围内保持最高。
在780nm到1100nm的波长范围内,双层高透ARC玻璃的透光率继续高于其他两种玻璃。
高透光率的光伏玻璃有助于更多的光能到达电池片,从而提高光伏组件的光电转换效率。双层高透ARC玻璃由于其优异的透光性能,可以带来更高的组件功率和CTM值,降低封装损失。
封装胶膜对BC电池组件CTM的影响

封装胶膜透光率曲线
在290nm至380nm波段,POE胶膜的透光率略高于EPE胶膜。
在380nm至1100nm波段,EPE胶膜的透光率比POE高约0.6%。
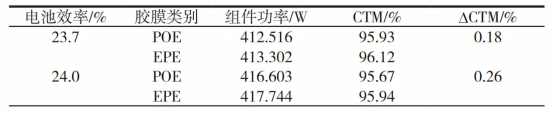
不同封装胶膜对比
对于23.7%效率的BC电池,使用EPE胶膜的组件CTM比使用POE胶膜的高0.18%。
对于24.0%效率的BC电池,使用EPE胶膜的组件CTM比使用POE胶膜的高0.26%。
EPE胶膜封装组件的功率略高,原因在于EPE胶膜为3层结构,上下层采用EVA,而EVA的透光率比POE高约1%。
EPE胶膜由于其较高的透光率和良好的性能,可能更适合用于要求高CTM值的高效电池组件。对于BC电池组件,选择透光率更高的胶膜可以提高组件的CTM值,从而降低封装损失,提高组件的整体性能。
背板对BC电池组件CTM的影响

不同背板与电池片间距对比
背板对CTM的影响:背板对组件CTM的增益主要由背板内表面的反射率造成。间隙越大,可重复利用的反射光越多,组件功率和CTM增益也越大。
不同背板与电池片间距的对比:背板与电池片间距的不同对组件CTM有显著影响。随着间隙的增加,组件功率和CTM值也随之增加。
高反射率背板可以显著提高组件的CTM值,尤其是在全黑组件中。对于BC电池组件,选择高反射率背板可以提高组件的CTM值,从而降低封装损失,提高组件的整体性能。
焊带对BC电池组件CTM的影响
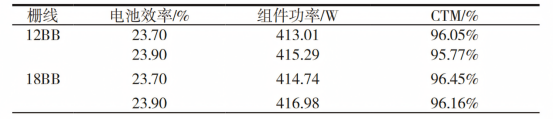
不同主栅线 BC 电池组件对比
BC电池由于缺少正面焊带和细栅线的光散射增益,CTM损失明显大于对遮光损失的降低。
电池效率相同时,18BB比12BB电池组件功率高约1W~2W。增加BC电池主栅线数量、缩短电流传输距离,可以降低电学损失,提升组件CTM。
对于BC电池组件,增加主栅线数量是提升CTM的有效方法,尽管它们不像双面电池那样能从正面焊带光散射中获益。
电池失配对BC电池组件CTM的影响
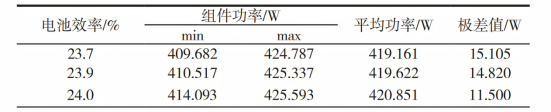
BC 电池失配的功率影响
随着 G1 规格以上电池片的应用,组件制造都采用半切片电池焊接技术,电路连接由整片电池全串联变为半片电池“串联-并联-串联”方式。这导致电池片和电池串数量增加,增加了电池失配概率。
电池失配可能会显著影响组件的功率输出,因为不同电池片之间的效率差异会导致电流不匹配,从而影响整体性能。电池失配是影响BC电池组件CTM的重要因素,通过精细的效率分档和电池片匹配可以显著提高组件的性能和可靠性。
工艺缺陷对BC电池组件CTM的影响

不良 BC 电池组件功率对比
工艺缺陷,尤其是焊接质量,对组件的性能有显著影响。焊接不良可能导致组件CTM显著下降,这体现在输出参数FF(填充因子)、Vpmax(最大功率电压)和Ipmax(最大功率电流)的下降。工艺缺陷,尤其是焊接相关的缺陷,对BC电池组件的CTM有显著的负面影响。通过改进焊接工艺和加强质量控制,可以显著提高组件的性能和可靠性。
通过采用高透光率的光伏玻璃、优化的封装胶膜和高反射率的背板,结合精细的电池片分选和先进的焊接技术,BC电池组件的光电转换效率和功率输出得到了显著提升。
美能光伏玻璃透射率测试仪
美能光伏玻璃透射率测试仪PVGT2400是光伏玻璃性能检测的利器,具有高精度的测量准确性、测量稳定性,能够测量样品的透射率,计算出AM1.5有效太阳光透射比、可见光透射比等颜色参数,显示C正色坐标及色品图。配备气浮平台,保证测量移动玻璃时,无摩擦运动减少磨损,且节省搬运玻璃的人力。
n精确度高:测量精度达到0.01%,能提供精确的透射比数据
n稳定性好:测量稳定性:<0.1%,保证测试结果的可靠性
n测试速度快:每点每次测量速度≤1000ms(与积分时间有关)
随着BC电池组件技术的不断进步,对于封装材料性能的精确测量和优化变得尤为重要。美能光伏玻璃透射率测试仪的应用,为我们提供了一种高效、精确的测试手段,能够对光伏玻璃的透射率进行细致分析,确保BC电池组件能够最大限度地利用光能,提高光电转换效率。
原文出处:背接触电池组件封装损失研究,DOI:10.13612/j.cnki.cntp.2024.05.023
market@millennialsolar.com
江苏省苏州市吴中区金地威新吴中智造园21栋




扫一扫
关注技术顾问
扫一扫
关注官方公众号
扫一扫
关注官方视频号
扫一扫
关注B站视频号
提供以下信息与我们联系,我们很乐意为您提供帮助!
江苏美能测试集团有限公司 版权所有 © 2022 苏ICP备2020061695号-7














































































